Problema sa bubble ng
die casting mold(1) Sa panahon ng proseso ng die-casting, ang bilis ng die-casting ay hindi mahusay na kinokontrol, o ang pressure build-up time, speed-up time, atbp. ay hindi mahusay na kontrolado, upang ang mga pores ay lumitaw sa mga bahagi ng die-casting .
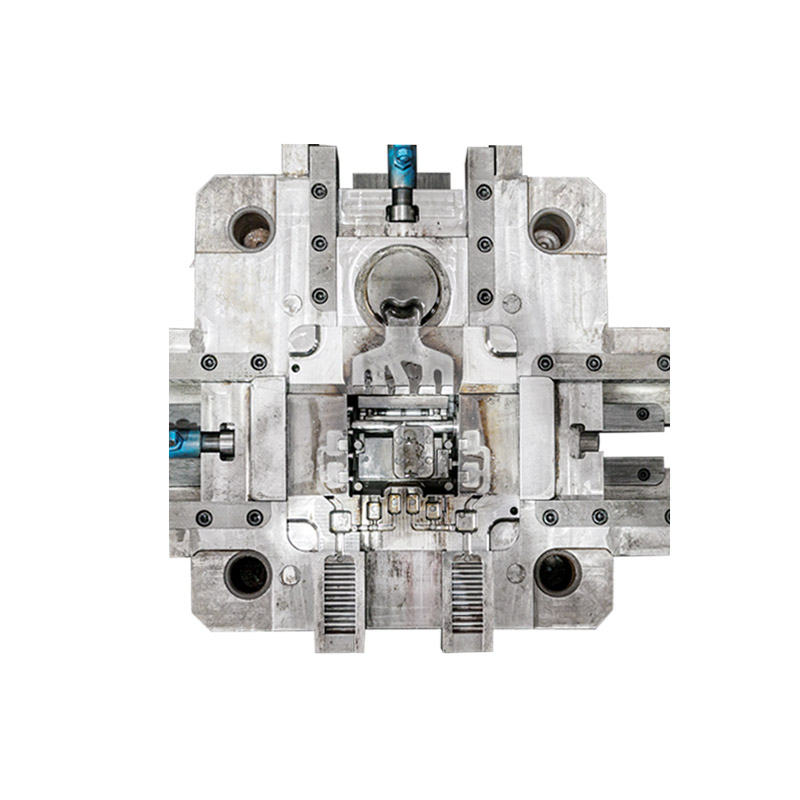
(2) Sa mga tuntunin ng die-casting molds, may ilang problema sa gating system at overflow system nito, tulad ng mga banggaan, o ang hindi makatwirang pamamahagi ng mga slag collection bag at exhaust channel sa die-casting molds, na nagreresulta sa mga pores.
(3) Kung ang temperatura ng die-casting mold ay masyadong mataas, ang release agent ay hindi magagawang gampanan ang nararapat na papel nito, at ang phenomenon ng mucous membrane ay madaling mangyari. Kung ang temperatura ay masyadong mababa, ang demolding effect ay magiging mahina, na magreresulta sa mga pores sa paghahagis. Samakatuwid, ang temperatura ng preheating ng amag ay dapat na mahusay na kontrolado, sa pangkalahatan ay 150℃-180℃, at ang temperatura ng pagtatrabaho ay dapat na 220℃-280℃.
(4) Sa mga tuntunin ng pagganap ng patong, kung ang volatilization point ay masyadong mataas, kung gayon ang halaga ng gas na nabuo ay magiging malaki, na magiging sanhi ng mga pores sa die casting. Kung ang dami ng pag-spray ay labis, o ang oras ng pag-spray ay masyadong mahaba, ang problemang ito ay magaganap din sa mga aluminum die castings.